银川【本地】不锈钢复合管桥梁护栏快捷的物流配送的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:银川【本地】不锈钢复合管桥梁护栏快捷的物流配送的图文介绍


不锈钢复合管是近10年发展较快的一种工程管道,品种、功能繁多,性能优越,形成了比较成熟的工艺技术,并且已经投产。主要的工艺方法很多比如热轧复合方法、热挤压复合法、铸造复合方法、焊接复合方法、组合式双金属复合管生产方法、激光包覆法等。在技术开发方面日本后来居上。据文献报道,日本在80年代初就陆续研制和开发了多种复合工艺。其中典型的热轧或热轧加冷成型工艺可以实现包覆材料与基材界面的冶金结合,质量优良。其产品广泛用于石油化工、化工行业、石油及天然气工业等。
双金属复合管制备方法的研究概况热成型法.目前双金属复合管的生产方法主要包括冷成型法、热成型法、离心铸造法、离心铝热剂法、焊成型法、电磁成型法等等。冷成型法,冷成型制造工艺的基本特征是将预加工好的薄壁不锈钢管套入碳钢管中,然后通过机械方法使不锈钢管紧紧贴合在碳钢管内壁上。
薄壁不锈钢管有两种获得途径:一种是通过选择合适规格的无缝不锈钢管,通过旋压的方法使之变薄,达到要求的外径和厚度;另一种是用薄的不锈钢板或钢带在专用的制管机上用tig焊接成直缝或螺旋缝不锈钢管。采用拉拔、胀接、旋压和滚压等方法使不锈钢管紧紧贴合在碳钢管内壁上,其中拉拔和胀接为常用。



明辉市政交通工程有限公司汇集了一大批高素质的管理人才和技术精湛的 银川防撞护拦、科研精英,现有员工150余人,专业技术人员20人,并和一些具有丰富经验的各行各业的专家保持长期合作。经过多年的辛勤探索,公司建立了一套完备有效的服务体系,打造了一支经验丰富的服务团队,为客户不仅免费规划场地、设计安装基础图和流程图,提供专业的技术培训,而且派技术人员现场指导安装和调试设备。公司售后服务部,建立客户使用档案,使传统上门服务与网络在线服务双管齐下,优势互补,贴心、高效,赢得了客户们的广泛赞誉。


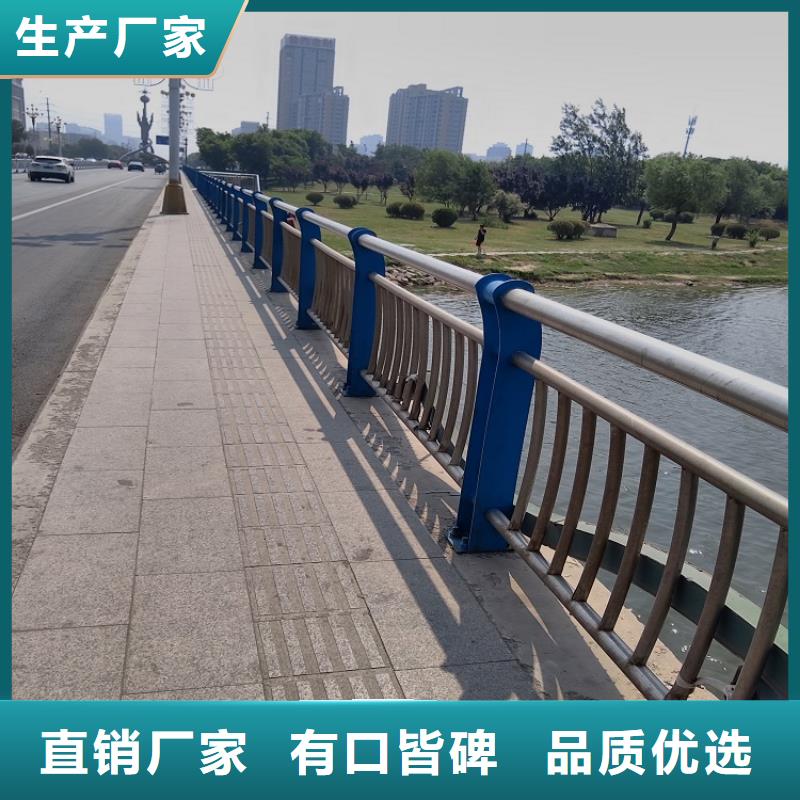
比如人车流量很大的片区,原本车辆在道路上随意调头、逆行、加塞、违停以及行人随意横穿道路的情况很突出,道路隔离护栏安装后,这些情况明显。对片区的平安西路设置隔离护栏后,启程路路口原本存在的堵点问题也随即消失。 经过一个多月的努力,截至9月20日,本级道路已安装隔离护栏14.2千米,机非隔离护栏9.8千米,人非隔离护栏2千米,绿化带隔离护栏11.4千米,同时配套施画了相关标线26万余平方米,并设置了示警柱2248根,标志牌412块,人行道非机动车标志1680个。 为市民停车需求,市区还了停车泊位7366个。市区道路安装隔离护栏的工作,是会带来一些不便,不可能马上所有人的满意,因为我们只用了一个多月,就做了其他城市用半年甚至一年才能做到的进度,这中间肯定会有个别思考不足的地方。 相撞后,车辆并没有立即停下来,而是拖拽着损坏的隔离护栏驶入了对向车道才停下。这起事故受损的车辆并不只杨某这一辆车。巨大的撞击力使隔离护栏损毁严重,散落物影响到了赖某驾驶的普通电瓶三轮车的正常行驶,至车辆侧翻,赖某受轻伤。 一直以来,东大街、文化路都是温江区交通事故多发地,且温江东一东二小学也在两条道路上。为加强辖区道路交通,温江区对东大街、文化路加装隔离栏,交通事故率明显下降。如今东大街、文化路隔离栏也正是投入使用,将有效交通事故的发生。



不锈钢复合管控制措施:喷吹工艺参数。喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走;喷嘴高度应根据毛管直径进行调节,以保证对中良好,长时间停机要拆下喷嘴进行清洗。
吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。
芯棒润滑。芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。
生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。
氧化物要求在芯棒预穿时处于熔融状态。除氧化物剂粉末粒度一般要求在16目左右;除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分燃烧。






 扫一扫
扫一扫