【伊犁】【本地】镀锌管09CuPCrNi-A槽钢免费寄样的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、全面的产品形象。
以下是:【伊犁】【本地】镀锌管09CuPCrNi-A槽钢免费寄样的图文介绍


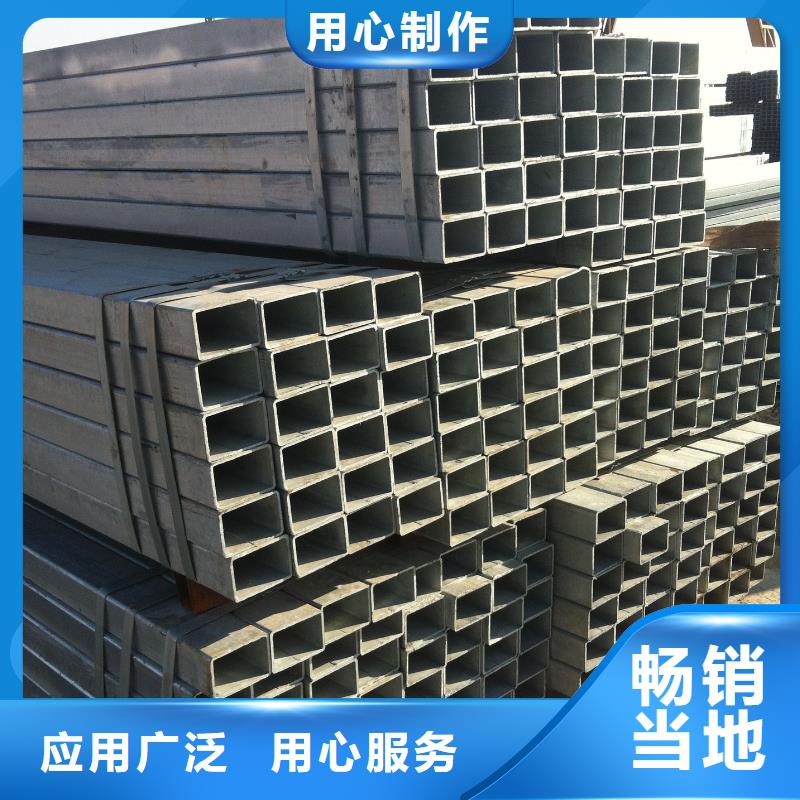
伊犁镀锌管加工工艺涂层加工工艺与涂层的质量密切相关。规定涂布辊、涂料辊、计量辊与印版的相对线速比应控制在一定范围内。应根据不同的管理制度和涂层材料。根据安装产品的膜厚,为建筑涂料设定一定的粘度范围,保证涂料的顺利发展,促进产品质量的提高。建筑涂料的干燥固化过程,烘箱操作必须按要求控制,不能随意改变,否则会严重影响镀锌无缝管涂料产品的偏色和特性。 伊犁16mn镀锌焊管因其优异的抗压强度和耐久力而成为流行的管件,但不必立即应用。 只需在使用前适度调整管件的状况,以确保其能够正常工作。 其中,抛光处理是比较关键的一环,可以提高管件的实用效果。 研磨抛光是通过对原材料表层进行钻孔和塑性变形以去除研磨抛光后的凸部而获得光滑表面的一种研磨抛光方法。 一般采用油石条、毛轮、磨砂纸等,手工制作的龙头,独特的零件,例如在旋转体表面,可以使用转台等辅助软件,超 对工艺性能要求高的可采用精磨抛光法。 超细研磨抛光是一种特制的模具。



苏沪金属制品有限公司坐落在美丽经济发达伊犁,公司拥有员工队伍。从高层管理到车间普通员工,他们的敬业精神配合我们人性化的考核式管理制度,从而保证我们的产品和服务能 地呈现在客户面前。公司自成立以来主营销售 : 09CuPCrNi-A钢板、等产品。我们秉承诚实守信的经营理念,坚持以人为本,优质服务的经营宗旨,本着立足无锡,面向全国,放眼 ,竭诚与国内外知名的生产企业,经营单位真诚合作。总经理建携全体员工欢迎各地新老客户垂询,惠顾,携手共创更加灿烂美好的明天。经营理念:“信誉好,服务至上”——让客户买得放心,用得放心。经营宗旨:“以诚为本,互惠双赢”——以优良的产品,低廉的价格,服务于广大新老客户。苏沪金属制品有限公司愿与海内外朋友一起精诚合作,携手共创价值!


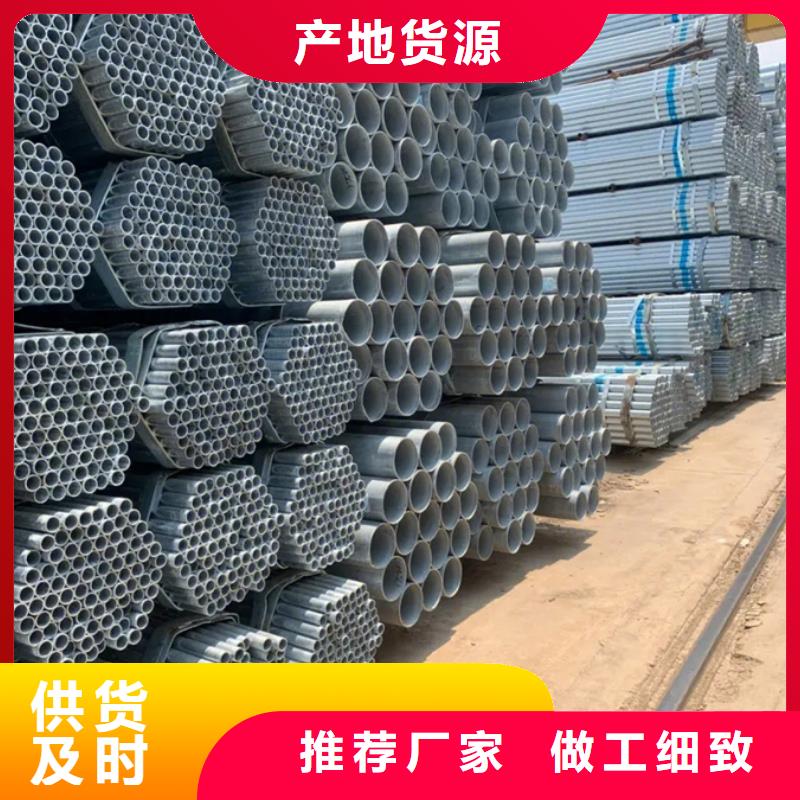
伊犁镀锌管直径规格、内径规格和规格要用游标卡尺准确准确地测量; 应使用准确准确地测量电气隔离;长短规格应用卷尺准确准确地测量。的壁厚是用专业的千分尺精确测量的。以上就是的质量检验方法。为了更好地检测的附着力,焊接钢管在室温下进行冷拔试验。 折弯方向为90,折弯半径以产品的折弯半径为准,电焊位于折弯角内侧。 折弯后,观察电焊处是否有裂纹。 绍在实际应用中,我们可以使用伊犁镀锌方管来输送各种低压流体。 镀锌方管生产后需要进行水压、弯曲、压扁等试验,对其表面质量有一定的要求。 同时,镀锌方管的长度和直径也应满足实际应用要求。 按壁厚不同可分为普通钢管和加厚钢管。其中,常见的埋弧焊直缝钢管采用埋弧焊技术,采用填充焊和颗粒保护焊剂埋弧焊。生产直径可达1500毫米。 埋弧焊直缝钢管的生产工艺包括成型技术和线圈成型埋弧焊技术。也就是说,随着生产水平的不断提高,各种镀锌方管的生产质量和工艺水平也得到了提高。 那么接受的具体步骤是什么?



伊犁热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。






 扫一扫
扫一扫